Site gratuit créé sur

ULMinimalist


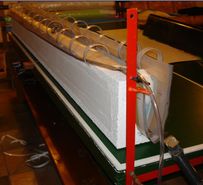
1 - Fabrication d'un banc de dépression pour stratification
1 -
Ce banc est destiné à la fabrication des pièces en stratifié, qui devront être réalisées de façon à avoir un rapport résistance /masse optimum, ce qui exclut les techniques "bateau", càd polyester, travail au contact et autres tartinages. La seule technique retenue sera celle utilisée en aéronautique, càd: époxy de qualité, sous vide et étuvage en respectant les règles de l'art. Il est donc nécessaire de mettre en place préalablement l'outillage nécessaire, à commencer par le banc de dépression (pompe à vide)
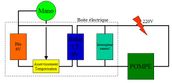
Les maître-mots seront "simplicité et fiabilité". Les forums vantant à l'unanimité l'utilisation d'une pompe de frigo, ce choix sera fait sans autre forme de procès. Par contre, le système de régulation sera remplacé par une réserve tampon (bouteille butagaz 13kg gaz de 24 litres) qui permettra de s'en affranchir et de préparer en avance ce système d'aspiration en se mettant à l'abris de tout dysfonctionnement et coupure électrique au moment crucial (voir schéma et photos pour le montage)
Résultats: dépression obtenue:
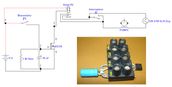
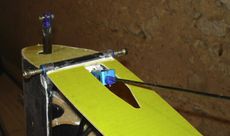
Essais: Après plusieurs stratifications d'éprouvettes, il s'avère que l'étanchéité n'est pas toujours parfaite et qu'il est nécessaire de faire un asservissement de la pompe à travers d'un "Vacuum switch" en vente chez FARNELL, mais en rupture de stock; j'ai donc procédé à un bricolage avec un relais commandé par un MOS temporisé et déclenché par le contact de l'aiguille du mano sur une vis fixée sur le cadran





2 - Système d'étuvage
La résine utilisée étant de l'époxy, il sera nécessaire d'étuver la stratification à une température précise (16h à 60°d'après le fournisseur) afin d'obtenir un résultat optimum.
Le principe sera d'envelopper la stratification dans une bâche avec un radiateur contrôlé par un thermostat + des thermomètres de vérification. Le radiateur sera un céramique soufflant à 2 puissances (800w/1500w) dont la sécurité et le thermostat seront by-passé (en effet le thermostat incorporé au radiateur n'est pas assez réactif, ni assez précis, de plus, sa plage de température n'est pas suffisante); le thermostat universel utilisé à une plage de 0° à 120° et une précision suffisante
Pour les pièces de grandes dimensions, le dispositif sera doublé (2 radiateurs et 2 thermostats)



3 - Test de coloration
Le but étant de faire des pièces en stratifiée finies, c'est à dire ne nécessitant ni ponçage, ni masticage, ni peinture afin d'économiser la masse que cela exige, j'envisage de colorer la résine dans la masse en incorporant un colorant en très faible quantité afin de ne pas dégrader les caractéristiques de l'époxy; 2 tests ont été effectués avec un colorant fluorescent jaune en poudre et un colorant opaque jaune liquide
Premier test avec la poudre fluorescente sur 4 taffetas de verre de 200g avec de l'époxy contenant 1%, 2%, 4% et 8% de colorant
Résultat: le stratifié reste transparent avec une coloration faible, même à 8%
Bilan: cette solution ne serait valable qu'avec un stratifié de verre épais (>1mm), donc non retenu
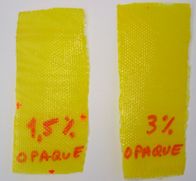
Deuxième test avec du colorant opaque liquide sur 2 taffetas de verre de 200g avec de l'époxy contenant 1,5% et 3% de colorant
Résultat: Le stratifié devient translucide avec une forte coloration jaune même avec seulement 1,5%
Bilan: c'est une bonne solution, même si elle laisse apparaitre la couleur de la fibre, car utilisée en très faible quantité
Troisième test avec du carbone recouvert d'une fine couche de Kevlar (61g/m²)
Résultat: Le Kevlar devient translucide après imprégnation et laisse apparaître le carbone, même avec du colorant
Bilan: Solution non retenue, l'aile sera entièrement entoilée et pas de Kevlar



4 - Fabrication d'un marbre pour plaques planes
La plaque support en mélaminé s'étant tordu pendant l'étuvage, j'envisage de construire mes plaques planes de stratifié sur une vitre de 6mm qui présentera des qualités géométriques et un état de surface bien meilleurs

5 - Réalisation d'éprouvettes en sandwich
Le but est de valider une technique de fabrication et les calculs de résistance jusqu'à présent purement théorique
Les éprouvettes seront constituées de 2 peaux de 2 taffetas 86g/m² de verres sur de l'Airex C70.75 3mm (mousse de PVC 80kg/m3)
Une face sera teintée avec 2% de colorant opaque liquide et l'autre pas
Résultats:
Fabrication en une seule fois entre 2 feuilles de polyéthylène, donc sans micro-perforé ni drain pour absorber l’excès de résine,
cela nécessite donc le calcul exact de la quantité de résine à étaler grâce à un tableur et une balance de précision


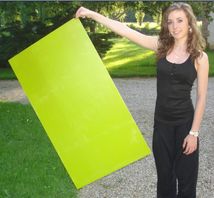
6 - Réalisation d'une plaque en sandwich de 1000mm x 600mm
Réalisation d'une plaque en sangwich de 1050mm x 600mm
J'ai utilisé la même technique que pour les éprouvettes avec quelques difficultés:
- Pour répartir la résine de façon homogène sur la plaque (la feuille de polyéthylène est tellement résinophobe que la résine se met en paquet et qu'il n'est pas possible d'avoir une bonne répartition)
- Pour dérouler proprement les tissus (si les tissus ne sont pas déroulés proprement au premier coup, chaque tentative de correction se traduit par une dégradation de la situation)
Heureusement la mise sous vide a sauvé la situation et le résultat sans être parfait reste suffisamment propre pour y découper des pièces non structurales
Masse de la plaque: 800g/m² soit 470g pour celle-ci
Aspect fini: la résine colorée et l'état de surface ne nécessiteront ni masticage, ni ponçage, ni peinture

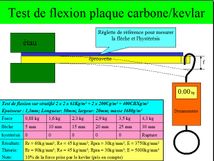
7 - Réalisation d'une plaque en carbone
C'est une plaque destinée au plancher constituée d'une feuille de bi-axial carbone 400g/m², de 2 taffetas de carbone 200g/m² et de 4 taffetas de kevlar 61g/m²
L'aspect et l'imprégnation sont médiocre, mais les tests de résistance sont corrects, donc, comme il ne s'agit pas d'une pièce structurale, je la garde
Masse de la plaque: 329g soit 1680g/m² avec une épaisseur de 1,3mm
Aspect fini: des traces de défaut d'imprégnation et quelques plis superficiels sur la face inférieure (non vue)

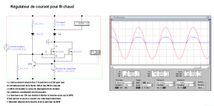
8 - Fabrication d'une scie thermique pour polystyrène expansé
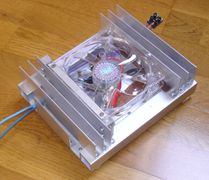
Réalisation d'un régulateur de courant qui sera connecté à un poste de soudure et fournira une intensité indépendante de la résistance du fil, donc quelque soit sa longueur; l'intensité est réglable avec la position de la pince de crocodile. Il s'agit d'un régulateur linéaire, donc dégageant d'autant plus de chaleur que le fil est court (4A x 30V = 120W), d'où la carcasse en aluminium et le ventilateur
Des essais ont été réalisés pour trouver les réglages donnant le meilleur état de surface; c'est avec une intensité donnant une vitesse d'avance lente; la force d'avance ne doit pas trop déformer le fil (5mm pour un fil de 2,6m) pour respecter la forme du profil (0,1mm pour un rayon de courbure de 40mm)
Le but étant de découper les pièces dans un bloc de polystyrène expansé de 2,5m x 1,2m x 0,2m, 2 scies seront construites:
Les gabarits seront de simples profilés alu pour les coupes droites et des plaques découpées à la machine à commande numérique pour les profils
La force verticale sur le fil se règle avec les poids dans le plateau
La force horizontale du fil se règle avec les curseurs qui déplace la base des 2 bielles supports
Grace à un calcul géométrique mis sur tableur, j'ai la valeur des 2 réglages tout au long de l'avancement du fil sur les gabarits






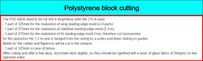
9 - Découpe du bloc de polystyrène
Il faut le couper en 4 longitudinalement (avec la scie de 2,6m):
1 morceaux de 325 pour la réalisation du moule du bord d'Attaque de l'aile (en 4 parties)
1 morceau de 275mm pour la réalisation du moule du BA de l'empennage horizontal (de 2,4m)
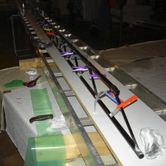
1 morceau de 275mm pour la réalisation du moule du BA de l'empennage vertical (de 1m), donc à recouper transversalement
pour cette opération la scie de 1,3m est pendue au plafond par une poulie et descend en glissant sur les guides (photos ci-contre)
Les moules de la gouverne de direction et des flaperons seront découpés dans les restes
1 morceaux de 325 de secours en cas de loupé
Après la découpe et au bout de quelques jours, les morceaux de polystyrène se tordent légèrement, il faut donc les rigidifier avec une couche de tissu de verre 200g/m² sur 2 faces opposées



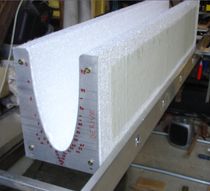
10 - Moule pour le Bord d'Attaque (BA) de la dérive
Découpe d'une carotte pour brancher un aspirateur afin de mettre le moule en dépression (Le polystyrène expansé (PSE) est perméable) afin que la feuille de mylar plaque bien dans la future découpe. Pour cela, j'ai fait 2 gabarits:
- un en V où le fil se bloquera grâce à un poids posé sur la scie
- un en couronne fendue que je suivrai manuellement
La fente d'entré/sortie du fil est ensuite rebouchée avec une bande de tissus de verre
Découpe du profil avec 2 gabarits découpés à la machine CNC directement avec les fichiers.dxf
Problème! le Polystyrène est de mauvaise qualité et comporte des grumeaux qui provoquent des aspérité qu'il faut meuler
Peinture de l'extérieur du moule pour l'imperméabilisé
Stratification sur une feuille de mylar enduite préalablement de PVA (démoulant) et mise sous 40% de vide
Positionnement de l'ensemble dans le moule avec une barre de fer pour forcer le placage au fond
Branchement de l'aspirateur et de divers clip pour bien épouser le moule, puis étuvage
Démoulage: le produit est acceptable malgré quelques légers défauts (quelques plis à l'intérieur là ou la courbure est le plus serré)
Cela ne met pas en péril la rigidité ni la résistance de l'ensemble
Le même procédé est appliqué pour réaliser le BA du stabilisateur qui fait 2,4m au lieu de 1m pour la dérive
Puis réalisation du BA de l'aile en 4 parties
Les deux 1/2 ailes extérieures sont constituées d'une couche de bi-axial carbone 400g comme les BA de la dérive et du stabilisateur
Les deux 1/2 ailes intérieures sont constituées de 2 couches, puis 3 couches vers l'emplanture pour des raisons de rigidité en torsion
Le moule et la feuille de mylar de l'aile ont donc été utilisés 4 fois sans problème
Correction des défauts: bien que les BA puissent rester tel quel, je vais réparer les petits défauts manuellement au contact
Pour finir, l'aile sera totalement entoilée et rien ne paraîtra
C'est un gros travail qui se termine, même s'il était possible de faire mieux, je me contente de ce travail de débutant
Je viens d'apprendre que ma demande de départ en retraite anticipé viens d'être acceptée, je vais donc pouvoir avancer plus vite




11 - Découpe des nervures
Les nervures sont réalisées dans des plaques de mousse de PVC 55kg/m3 ajourées, car au départ c'était prévu avec du 40kg/m3
Elles sont pré-découpées au cutter, puis stabilisées 24h à 70°C comme préconisé par Michel COLOMBAN
Elles sont ensuite découpées par copiage de gabarits découpés à la machine CNC laser directement à partir des fichiers.dxf
J'utilise une défonceuse fixée sous une table et équipée d'une fraise à affleurer diamètre 6mm
C'est très simple et le résultat est excellent



12 - Assemblage des BA et des nervures
Les nervures avant sont vissées sur une bande de mélaminé protégé par du scotch aux endroits où il y a risque de collage, puis enduite sur la tranche par un enduit résine/micro-baloon. Les endroits internes du BA devant être collés avaient du tissu d'arrachage, ce qui garanti une adhérence parfaite, elles sont également enduites
Le BA est ensuite posé sur les nervures, les extrémités sont bouchées et un aspirateur branché pour bien faire plaquer
Des clips sont rajoutés pour parfaire le plaquage, puis comme d'habitude 24h de prise à 20°C suivi de 24h d'étuvage à 50°C
J'en profite pour commencer le longeron
La prise de la résine terminée, je découpe les bords à la scie circulaire (carbure à denture fine) après avoir collé du scotch sur les parties à couper, puis ébavurage au papier de verre n°120


13 - Réalisation du longeron
Il s'agit d'une structure (comme le reste de l'ULM) en tubes de carbone
Les semelles ayant besoin d'une résistance dégressive vers les extrémités seront constituées de plusieurs tubes d'épaisseurs et de diamètres différents. Il aurait été plus simple de prendre un tube unique et de l'usiner, mais il s'agit aussi de tester les collages en vu du longeron de l'aile pour lequel la solution des semelles monolitiques n'est pas possible
Les tubes sont débités à la scie à métaux à denture fine (12 dents par cm) après avoir recouvert la coupe de scotch
Les tubes devant constituer les semelles sont ensuite usinés au tour pour qu'ils finissent en épaisseur dégressives sur 20mm afin d'éviter les problèmes de pelage. Puis ils sont collés sur une longueur de 40mm, et pour finir le collage est recouvert d'un tissu de verre (2 tours avec du 80g/m²)
Pour les tubes constituant l'âme, les bouts sont usinés en montant la fraise sur le mandrin du tour et le tube sur la tourelle (orientable) avec un montage spécial
Le tout sera positionné et collé à l'aide d'un gabarit de montage recouvert de papier cellophane
Les collages sont ensuite meulés à la mini-perceuse pour leur donner une forme de joint-congé avant de procéder au renfort
Les renforts sont des sortes de pansements réalisés avec du carbone unidirectionnel






14 - Réalisation des inserts
Mise au point d'une mini fraiseuse à commande numérique pour les petites pièces (ça peut prendre un certain temps)
Les pièces trop grandes seront réalisées manuellement ou données à un professionnel (coupe au jet d'eau, laser ou plasma)
Pour ne pas perdre trop de temps je fais les inserts du stabilisateur à la main
L'insert en inox (316) est obtenu par pliage et poli
Celui en alu (7075) est usiné, puis anodisé par une technique qui est un mix de ce que j'ai trouvé sur le net
Ces inserts sont fixés sur le longeron, toujours avec la technique "pansement"
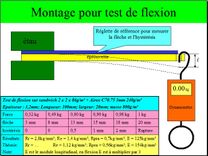
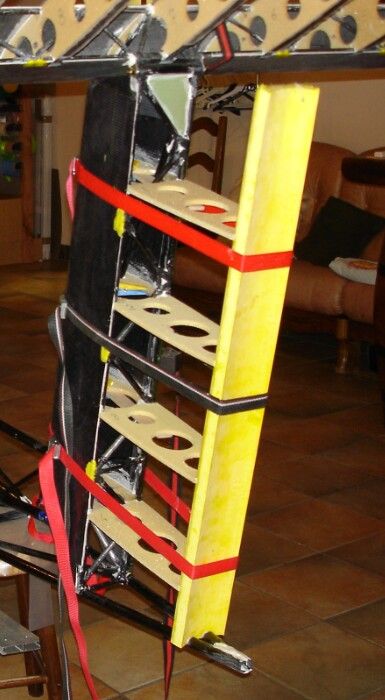
Maintenant je réalise un portique pour tester le longeron avant son montage sur le bord d'attaque
L'empennage horizontal doit résister selon la FAR 23 à 130 kg/m², soit 180kg pour 1,4m²
D'après les calculs (réalisés avec un coefficient de sécurité de 3) on devrait avoir une flèche de 15mm en bout
Le test donne une flèche de 18mm
Cela est probablement dû à la répartition non elliptique de la charge (contrairement aux calculs)
On peut donc en conclure que le longeron a été testé 20% au delà des exigences FAR





15 - Assemblage du stabilisateur
1 - Le longeron est collé sur le bord d'attaque équipé de ses nervures AV
2 - Les nervures arrières sont collées sur le longeron avec la cloison (sandwich 3mm) devant recevoir le tab
3 - Cerclage des nervures avec du ruban uni-directionel carbone de 0,4mm x 15mm
4 - Collage du bord de fuite constitué d'un sandwich de 2 plats carbone de 0,4mm x 15mm sur une âme en balsa
5 - réalisation des saumons par 2 pains de polystyrène expansé recouvert d'un tissu de verre de 80g/m3 et résine teintée (pas de peinture)
Masse du stabilisateur fini sans entoilage = 1,56kg (pour 1,35kg théorique mais qui ne prenait pas en compte les collages et les pansements, il faut donc ajouter 0,21kg de collage et pansements aux calculs)
D'autre part, la mini perceuse CNC est terminée et fonctionne, ce qui me rend autonome pour la découpe des petites pièces. Les plaques d'aluminium se découpent parfaitement, mais ce n'est pas le cas de l'inox, j'ai donc opéré quelques modifications pour n'avoir à découper que des alliages légers














16 - Réalisation du fuselage
Le fuselage en tubes carbone sera réalisé avec la même technique que celle du longeron, càd:
1 - Débitage des tubes à la scie à onglet, c'est plus propre et plus rapide qu'à la scie à métaux
2 - Usinage des extrémités au tour avec une fraise à diamètre variable constituée d'une barre d'alésage carbure fixée sur un montage
3 - collage en bout sur un gabarit constitué de 2 échelles, 2 panneaux de mélaminé et 2 règles de maçon
4 - Renforcement des collage par "pansements"
Les dimensions du fuselage m'interdisent de le faire au chaud dans la maison
et la température extérieure m'interdit pour le moment de travailler dans l'atelier
J'attend donc la clémence de la météo
J'en profite pour usiner les premières pièces (au chaud)
A droite, début d'assemblage de l'arrière du fuselage et de la dérive
A gauche, montage des premières pièces usinées
Assemblage du train arrière et de la gouverne de direction
Fin de la partie arrière du fuselage
Début de la partie avant du fuselage
- usinage et assemblage des tubes
- amélioration de la technique des pansements
Fin du fuselage
























17 - Commande de direction
Le palonnier sera en inox, je veux me servir de la scie à onglet pour découper les tubes, mais il n'existe pas de scie appropriée pour l'acier.
L'idéal serait un disque à tronçonner de 230, mais tout est fait pour qu'on ne puisse pas le monter dessus (diamètre extérieur, diamètre intérieur, disque déporté), je n'en vois pas la raison car la scie tourne légèrement moins vite que la tronçonneuse, il n'y a donc pas de risques
Je tente donc le coup:
- Pour le diamètre extérieur, j'utilise un disque usagé dont le diamètre à été réduit à 210mm ou moins
- Pour le diamètre intérieur et le déport, je tourne une nouvelle pièce support au diamètre du disque 22,2 et plus fine de 3,5mm, le déport ne sera plus que de 1,5mm, c'est acceptable et le laser indiquera le bord du disque au lieu du milieu de la scie (c'est même mieux)
Résultat: ça marche!
Après soudure au TIG et polissage, les palonniers sont montés sur des paliers en nylon, puis 2 jeux de 2 poulies servent à monter les élastiques de rappel et les câbles en dyneema (densité 0,95 contre 7,8 pour l'acier)
Pour leurs fixations, il suffit de faire un nœud de plein poing coté palonniers et de chaise coté gouverne (pour pouvoir réajuster facilement leur longueur)
Des pédales de frein sont ajoutées coté gauche uniquement pour un freinage différentiel (chaque pédale commande une roue)











18 - Commande de profondeur et de gauchissement
Commande de profondeur et gauchissement
La profondeur est commandée par une série de 4 tubes carbone
Le gauchissement est plus complexe car il s'agit d'une aile parasol équipée de volets Junker (Flaperons)
Le manche commandera un tube de torsion qui actionnera 2 câbles en dyneema
Ces câbles agiront sur le mélangeur Volet/Aileron
Le manche sera ensuite équipé d'un trim électrique et d'un poussoir pour la radio
Le trim électrique sera composé d'un inverseur double à position momentanée commandant un moto-réducteur actionnant une tige filetée
Le tab sera monté en anti-tab (préconisé pour les profondeur monobloc)





19 - Train d'atterrissage
Je vais utiliser des roues de brouette, mais en remplaçant leurs roulements d'origine par de vrais roulements
Le roulement extérieur sera un roulement à bille et le roulement intérieur un roulement à aiguille
Le roulement à aiguille étant plus fin permettra l'utilisation d'une fusée cônique plus résistante donc pouvant être en aliage léger
Les freins seront des freins à disque à câble de VTT, une pièce d'adaptation permettra leur montage sur la roue
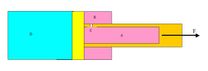
Les amortisseurs sont fait "maison", car je veux qu'ils soient 100% pneumatiques, c'est à dire que ce sera un gaz qui servira à la fois de suspension et d'amortisseur en communiquant d'une chambre à l'autre par un trou calibré afin d'éviter les rebonds propres aux avions démunis d'amortisseur (train à lames). Ils seront équipés de 3 chambres, la chambre A sert d'amortisseur en recueillant le gaz de la chambre B à travers le trou C; la chambre B sert de suspension et la chambre D sert à rendre le système non linéaire pour que la variation de hauteur de l'ULM soit peu sensible à sa différence de masse allant de 60kg à 300kg
Je n'ai trouvé personne pour gonfler mes amortisseurs à l'azote, j'ai donc entrepris la construction d'un système de raccord pour les gonfler à l'air à partir d'une bouteille de plongée sous-marine, si ça marche, je m'en contenterai
Résultat: ça marche, mais je ne sais pas si l'air risque de poser des problèmes dans le temps
Je prévois pour l'avenir de les gonfler à partir d'une bouteille d'azote alimentaire à travers un restricteur pour ne pas avoir à utiliser un dispositif de gonflage avec manomètre et qui risquerait de mettre trop de pression
Avec le restricteur, l'amortisseur se gonflera très lentement et il suffira de fermer la bouteille lorsque la longueur sera atteinte

















20 - Longeron, bord d'attaque et nervures
Le longeron, bien que beaucoup plus grand sera réalisé de la même façon que celui de l'empennage horizontal
Idem pour le bord d'attaque et pour les nervures; celles-ci devront être retouchées en fonction de l'épaisseur du bord d'attaque en changeant le diamètre du roulement de la fraise à copier (en fait une simple bague suffit)
Il y aura en plus des supports pour les volets et pour le moteur



























Flaperons
Les flaperons sont constitués de deux volets Junker
Ces flaperons servent de dispositif hyper-sustentateur en étant braqué symétriquement de -3° en croisière jusqu'à 20° à l'atterrissage
Ils servent de plus de dispositif de gauchissement en se braquant dissymétriquement de + ou - 10°
Ils sont réalisés en mousse de polystyrène extrudé, le bord d'attaque est taillé à la toupie avec un outil découpé à la CNC et dépouillé à la lime, puis l'extrados et l'intrados sont découpés au fil chaud, le tout en 3 morceaux de 1,35m collés bout à bout
Les défauts sont ensuite corrigés au micro-baloon et par ponçage
Ce noyau en mousse est recouvert de fibre de verre avec de la résine teintée en jaune pour ne pas avoir à les peindre
Ce stratifié est fait en légère dépression (aspirateur) pour ne pas déformer la mousse
Parallèlement des supports sont taillés dans du sandwich de verre et équipés d'un insert métallique anodisé






Moteur, montage final et essais
Voir la suite et fin dans l'onglet: Projet minimaliste


 |
|